Double wall internal corner probing parameters

Double wall internal corner probing consist of the following steps:
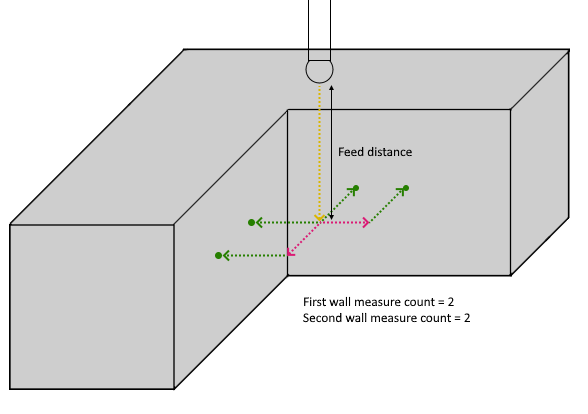
The tool moves the distance specified in the < Feed distance > and approaches the starting point of the measurement cycle that is the intersection of first touch point of first side and first touch point of second side at a distance specified in <Clearance 1>, <Clearance 2> , respectively, along their vectors . Moving at "Approach feed";
T he tool approaches first touch point of the first side (moving at "Work feed") and then returns (m oving at "Long link feed" ) to previous position ;
If <First wall measure count> >1 then:
The tool moves to the next touch point on the current side at a distance specified in the <Clearance 1> in the direction of its target vector;
The tool approaches touch point (moving at "Work feed") and then returns (m oving at "Long link feed" ) to previous position;
S teps 3 are repeated as many times as indicated in <First wall measure count>;
The tool returns to the starting point of the cycle. Moving at "Long link feed";
T he tool approaches first touch point of the second side (moving at "Work feed") and then returns (m oving at "Long link feed" ) to previous position ;
If <Second wall measure count> >1 then:
The tool moves to the next touch point on the current side at a distance specified in the <Clearance 2> in the direction of its target vector;
The tool approaches touch point (moving at "Work feed") and then returns (m oving at "Long link feed" ) to previous position;
S teps 7 are repeated as many times as indicated in <Second wall measure count>;
The tool returns to the starting point of the cycle. Moving at "Long link feed";
The tool is lifted up by a distance equal to <Feed distance >.
Parameters:
|
Type |
Description |
|
|
CmdPrm.Int[-1] |
Integer |
Probing cycle type: Double wall internal corner probing value = 13 |
|
CmdPrm.Int[-2] |
Integer |
SubCode of cycle specified in " SubCode for postprocessor " property on the <Job Assignment> tab |
|
CmdPrm.Flt[-50] |
Double |
Feed distance, distance to start position of cycle |
|
CmdPrm.Flt[-56] |
Double |
Clearance 1, approach distance to touch poin ts on first side |
|
CmdPrm.Flt[-57] |
Double |
Clearance 2, approach distance to touch poin ts on second side |
|
CmdPrm.Int[-63] |
Integer |
First wall measure count, count of touch points on first side |
|
CmdPrm.Int[-64] |
Integer |
Second wall measure count, count of touch points on second side |
|
CmdPrm.Flt[-65] |
Double |
Step 1, distance between touch points on first wall |
|
CmdPrm.Flt[-66] |
Double |
Step 2, distance between touch points on second wall |
|
CmdPrm.Flt[-100] |
Double |
First touch point on first side value along X-axis |
|
CmdPrm. Flt [-101] |
Double |
First t ouch point on first side value along Y-axis |
|
CmdPrm. Flt [-102] |
Double |
First t ouch point on first side value along Z-axis |
|
CmdPrm.Flt[-103] |
Double |
First target vector on first side value along X-axis |
|
CmdPrm. Flt [-104] |
Double |
First target vector on first side value along Y-axis |
|
CmdPrm. Flt [-105] |
Double |
First target
vector
on first side
value along Z-axis
|
|
CmdPrm.Flt[-100-((N-1)*6)] |
Double |
Other touch point on first/second side value along X-axis. N - number of touch point |
|
CmdPrm.Flt[-101-((N-1)*6)] |
Double |
Other touch point on first/second side value along Y-axis. N - number of touch point |
|
CmdPrm.Flt[-102-((N-1)*6)] |
Double |
Other touch point on first/second side value along Z-axis. N - number of touch point |
|
CmdPrm.Flt[-103-((N-1)*6)] |
Double |
Other target vector on first/second side value along X-axis . N - number of touch point |
|
CmdPrm.Flt[-104-((N-1)*6)] |
Double |
Other
target
vector
on first/second side
value along Y-axis
. N - number of touch point |
|
CmdPrm.Flt[-105-((N-1)*6)] |
Double |
Other target vector on first/second side value along Z-axis . N - number of touch point |